Fonderia per fusione campane
In fatto di fonderia per la fusione di campane AEI Perego può vantare secoli di esperienza, attraverso la stretta collaborazione con la Fonderia Barigozzi di Milano, quest’ultima, fondata nel 1806 come Fonderia Napoleonica Eugenia, è stata una storica fonderia della città di Milano, posta in località Fontana, nei pressi della chiesa di Santa Maria alla Fontana, nel quartiere Isola. Un’esperienza fondamentale perché non è per niente facile assemblare e armonizzare un concerto di campane. Oggi A.E.I. di Perego dispone di una grande varietà di sagome di proprietà per la fusione di campane ed è in grado di riprodurre fedelmente, attraverso l’utilizzo di SCANNER 3D, le sagome di fonderie storiche, come ad esempio quelle della Fonderia Pruneri di Grosio, oltre che, ovviamente, quelle della Fonderia Barigozzi.
La nota emessa da ogni campana dipende dalla forma, dimensione e peso della stessa. Più grande e pesante è la campana, più grave è la nota che produce.
Assieme a questa nota fondamentale la campana emette anche un sistema di armoniche, cioè vibrazioni di valore inferiore o superiore alla nota di base. Il sistema di armoniche è legato ai diversi diametri lungo il corpo della campana, mentre la nota base è quella prodotta all’altezza del diametro massimo. Più ampia è l’estensione e l’assonanza delle armoniche, migliore è la qualità della campana.
Fonderia per campane artigianali e personalizzate
La lega di bronzo in cui sono realizzate le campane è, generalmente, composta da circa quattro parti di rame e una di stagno. Lo stagno ha la caratteristica di addolcire la sonorità, anche se rende la lega più morbida e quindi più ”vulnerabile” ai colpi del battaglio, che è di ferro dolce. Normalmente si adopera quindi una lega costituita da stagno per il 22% e rame per il 78%.
La fusione delle campane
Nel processo di fusione delle campane vengono utilizzate una forma in mattoni e creta detta ”maschio”, molto compatta e dura, che riproduce l’aspetto della parte interna della campana, a cui viene applicato uno strato di materiale argilloso misto a fibre naturali, meno duro e facilmente rimuovibile che riproduce la futura sagoma esterna. Su tale sagoma, detta ”falsa campana”, che costituisce la forma complessiva definitiva della nascente campana, mediante un sottile strato di cera vengono fissati i modelli delle decorazioni e delle iscrizioni. Il tutto viene quindi racchiuso da un’altra forma in creta, ”la camicia”, le cui pareti saranno determinate dalla finta campana completata dalle sovrastanti scritte, decorazioni e fregi applicati in cera, cui la falsa campana deve aderire perfettamente.
Si procede quindi alla cottura delle due forme in creta così sovrapposte; tale cottura provoca subito lo scioglimento del sottile strato di cera usata per le decorazioni, le cui impronte restano perfettamente impresse nella parete interna della camicia che in tal modo costituisce l’esatto aspetto esteriore (in negativo) della nascente campana.
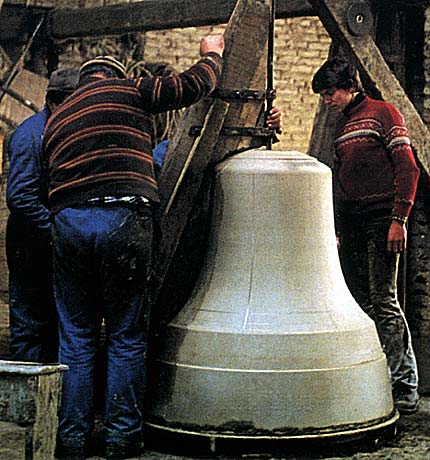
Compiuta l’operazione di cottura, la camicia viene tolta per consentire la ripulitura del maschio mediante l’asportazione dello strato morbido che vi era stato applicato, creando quindi il volume e la forma che sarà occupato dalla colata del bronzo. Dopo questa delicata operazione, la camicia viene di nuovo perfettamente riconnessa al maschio e disposta nella buca di colata e il metallo fuso (temperatura di fusione 1100° C) viene finalmente fatto colare tra le due forme. Dopo il raffreddamento, che può durare spesso anche molti giorni, la forma viene aperta e la campana pulita e levigata appare completa per essere ammirata.
La fusione delle campane è un’arte difficile e molto delicata e si basa innanzi tutto su un preciso progetto rappresentato, in estrema sintesi, dal profilo della campana, da cui dipendono la grandezza, la nota musicale, l’attonatura e la gradevolezza del suono.